

产品介绍
 友诚管业,以品质求发展,以口碑做市场
友诚管业,以品质求发展,以口碑做市场 

 全国服务热线
全国服务热线

273mm螺旋钢管
市政管廊工程
焊接连接
螺旋钢管防止措施:焊前预热,焊后缓慢冷却,使热影响区的奥氏体分解能在足够的温度区间内进行,避免淬硬组织的产生,同时有减少焊接应力的作用;焊接后及时进行低温退火,去氢处理,焊接时产生的应力,并使氢及时扩散到外界去; 选用
13931799177
螺旋钢管防止措施:焊前预热,焊后缓慢冷却,使热影响区的奥氏体分解能在足够的温度区间内进行,避免淬硬组织的产生,同时有减少焊接应力的作用;焊接后及时进行低温退火,去氢处理,焊接时产生的应力,并使氢及时扩散到外界去;
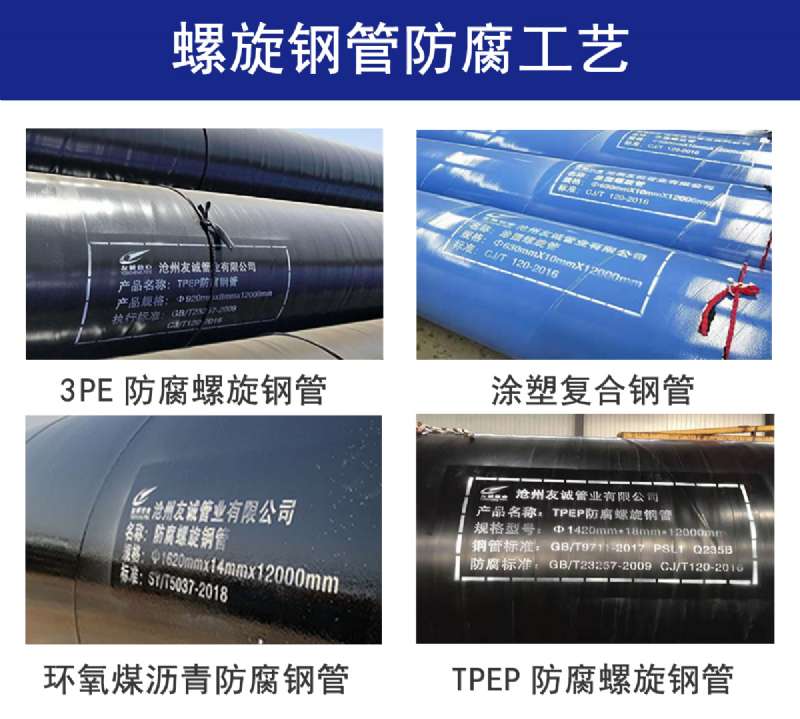


选用低氢型焊条和碱性焊剂或奥氏体不锈钢焊条焊丝等,焊材按规定烘干,并严格清理坡口;加强焊接时的保护和被焊处表面的清理,避免氢的侵入;选用合理的焊接规范,采用合理的装焊顺序,以改善钢管的应力状态.
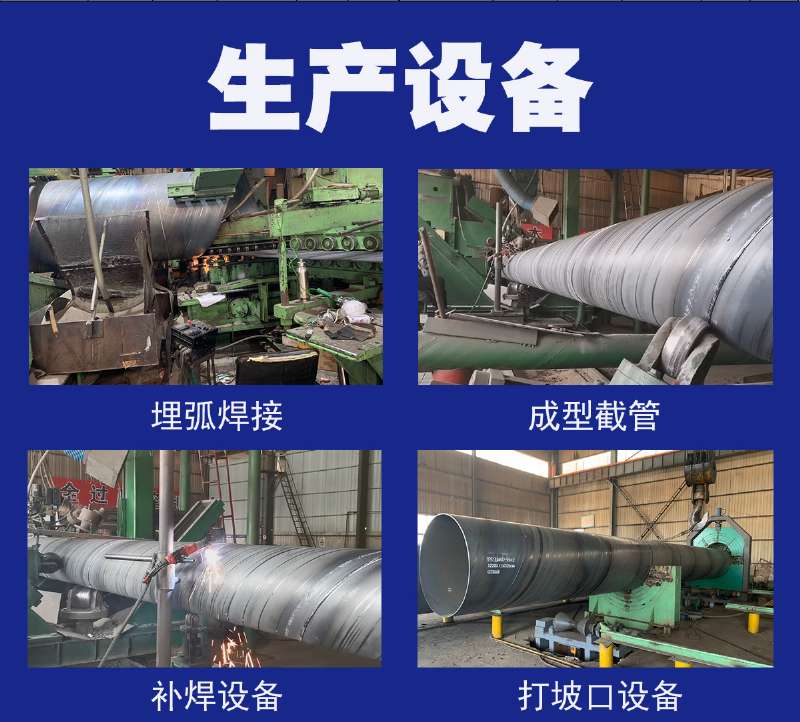



螺旋焊管生产过程中产生的“外折”类缺陷,不少涡流仪器与探头也往往发现不了.经常出现外折肉眼明显可见,却无法将之用ET仪报警的尴尬现象.自从出现了扇区式相位报警的涡流设备后,这种局面得到了根本的改变.但选择合适的仪器与探头并正确调整它,仍是不容忽视的重要问题.






