

产品介绍
 友诚管业,以品质求发展,以口碑做市场
友诚管业,以品质求发展,以口碑做市场 

 全国服务热线
全国服务热线
燃气管道工程
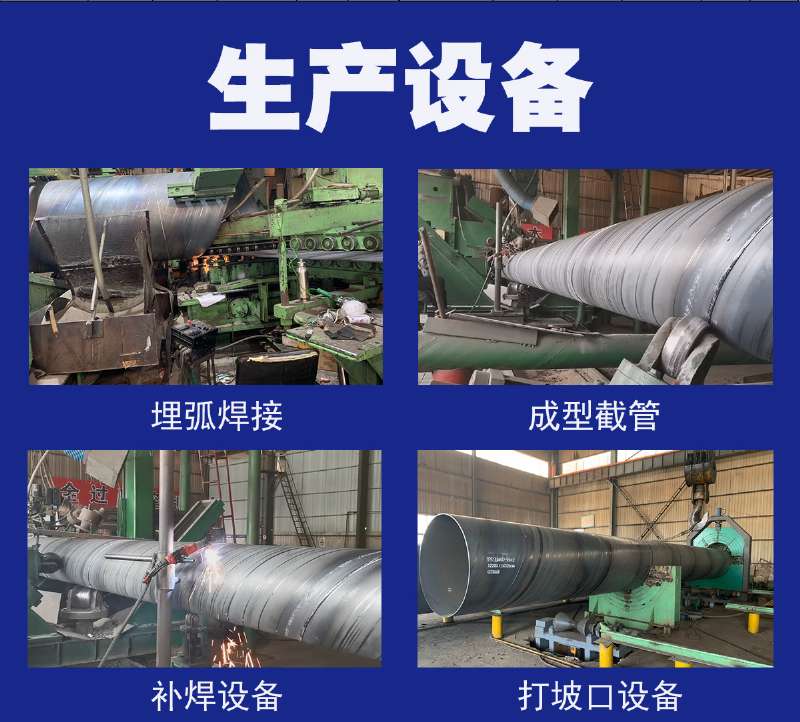
焊接连接
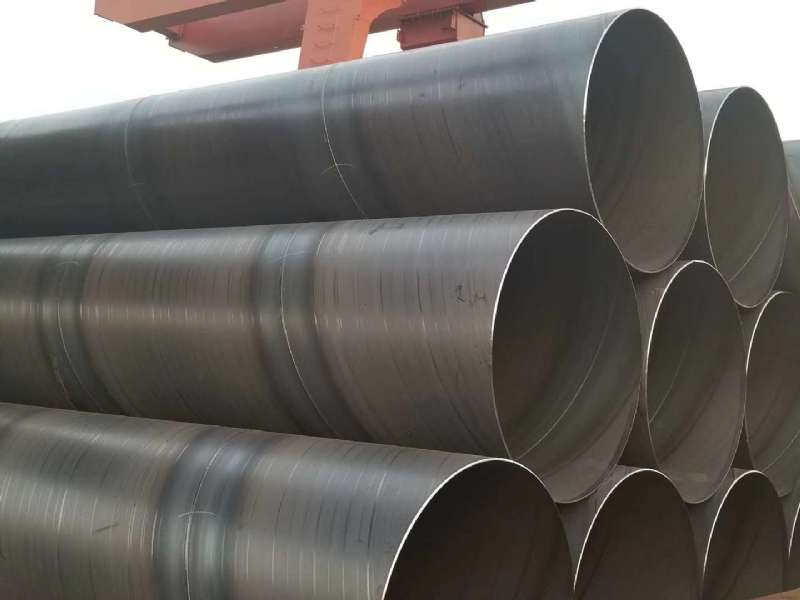
螺旋钢管广泛选用双面埋弧焊的焊接技能,下面浅谈一下埋弧主动焊的构成进程及特色.埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的埋弧焊的构成进程是这样
13931799177
螺旋钢管广泛选用双面埋弧焊的焊接技能,下面浅谈一下埋弧主动焊的构成进程及特色.埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的埋弧焊的构成进程是这样的焊丝与工件触摸,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池.

国标螺旋焊接钢管焊缝内发作热裂纹,首要是在起弧和熄弧弧坑处简略发作裂纹.为消除这种裂纹,一般在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊.热裂纹在焊缝应力很大的时分,或许焊缝金属内的是很高的时分最简略发作.
钢板板边处理.钢板板边应设置铁锈和毛刺铲除设备,以削减发作气孔的或许.铲除设备的方位最好设备在铣边机和圆盘剪后,设备的结构是一边2个上下方位可调整空隙的主动钢丝轮,上下压紧板边.焊渣的卷进.卷进焊渣就是在焊缝金属中残存一部分焊渣.焊缝形貌.焊缝的成型系数过小,焊缝的形状窄而深,气体和搀杂物不简略浮出,易构成气孔和夹渣.一般焊缝成型系数操控在1.3-1.5,厚壁螺旋钢管取最大值,薄壁取最小值.





