

产品介绍
 友诚管业,以品质求发展,以口碑做市场
友诚管业,以品质求发展,以口碑做市场 

 全国服务热线
全国服务热线

L245NB螺旋焊接钢管
给排水管道工程
焊接连接
螺旋钢管点固焊至少三点,通常四点比较好干活.焊接钢管的时分应该一半一半焊接,起点最棒超越最底点一公分左右,那样从对面好接头.若是直缝钢管壁厚的话,应该分层,至少两层,第一层整圈焊完才可以焊第二层.螺旋焊缝焊接跟踪及超声波在线检测跟踪均较困难,因此,焊缝缺陷
13931799177

螺旋钢管点固焊至少三点,通常四点比较好干活.焊接钢管的时分应该一半一半焊接,起点最棒超越最底点一公分左右,那样从对面好接头.若是直缝钢管壁厚的话,应该分层,至少两层,第一层整圈焊完才可以焊第二层.螺旋焊缝焊接跟踪及超声波在线检测跟踪均较困难,因此,焊缝缺陷超标概率高于直缝埋弧钢管.

螺旋钢管这种加热操作的关键在于将坯料均匀加热到适于加工的温度.由于穿孔对质量影响很大,也就是说,弯管加工时的温度是影响质量的重要条件,所以一般要对穿孔加工时的坯料温度进行操控.
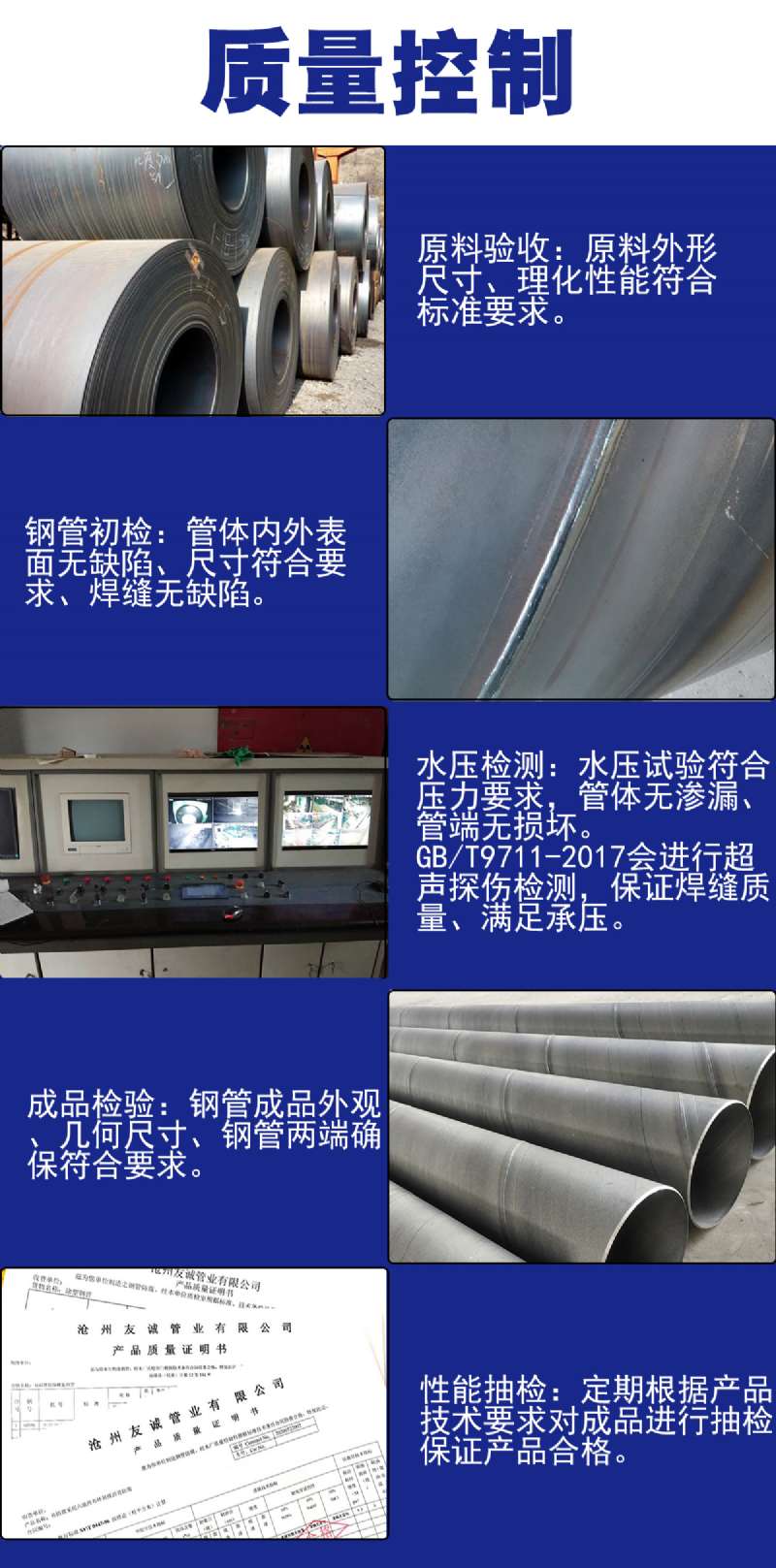

焊接规范通过工艺试验和工艺分析,确接焊缝采用双层 CO2气体保护焊.焊接材料用 H08Mn2SiA,1.2mm焊丝;保护气体为纯CO2气体.层焊缝的焊接电流为200至250A,第二层为240至320A;电弧电压为24~26V.工艺要求是: 层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节.






